20度VパルスMAG自動溶接法 NSMAG®-PLS
はじめに
20度VパルスMAG自動溶接法は、パルスMAG溶接電源を用いた狭開先円周自動溶接法で、現地円周溶接の時間を大幅に短縮する事が可能で、かつ狭開先化においても品質低下の懸念のない溶接方法です。
2016年JGA技術賞を受賞しました。

パルスMAG溶接装置
パルスMAG現地溶接状況
20度VパルスMAG自動溶接法の特徴
高能率/狭開先化による溶着金属量の減少
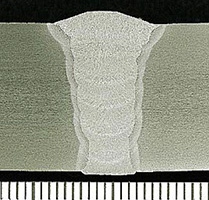
20度VパルスMAG
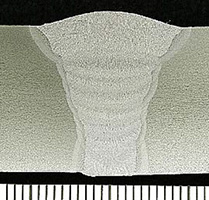
30度V(従来法)
30度Vから20度Vへの狭開先化により、必要溶着金属量が約20%減少します。
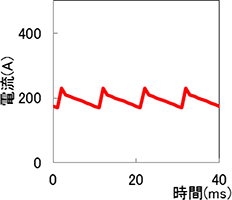
高能率/パルスMAGによる溶着速度の増加
パルスMAG溶接電源の適用により、溶着速度が約25%向上します。
VF(溶着速度)=αI(アーク直入熱)+βI2(抵抗発熱)
電流波形(従来法)
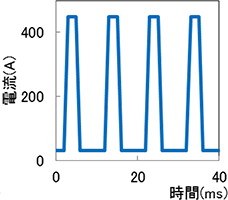
電流波形(パルスMAG)
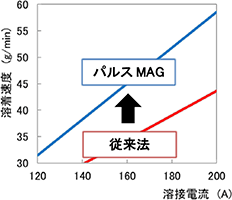
溶着速度の比較
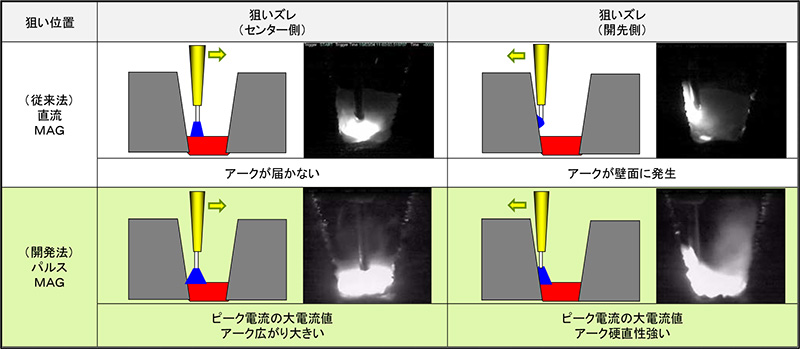
高品質/狙いズレ裕度UPによる品質確保
パルスMAGアークの強い指向性により狭開先コーナー部へ確実に入熱する事が出来ます。
装置構成
従来MAGと同一の構成です。但し、溶接電源のみパルスMAG電源への変更になります。
適用メリット
狭所(作業環境)、連続施工要求(疲労蓄積)の工事現場でも、常に、高能率、高品質を維持します。シールドトンネル内配管で特に効力を発揮します。

実績
施工場所:シールドトンネル内配管、推進配管
期間:2014.1~2016.11 約3000R,合格率99%以上
進捗:3~4R/日(Max5R/日)